









梯形彩鋼瓦是瓦機中一種很常見的機器類型。經(jīng)輥壓加工成型后,表面會進行鍍鋅處理,并涂覆彩色涂層,既具備防腐性能,又有一定的裝飾效果。波形呈現(xiàn)梯形,相鄰的波峰與波谷之間形成直角或近似直角的梯形結(jié)構(gòu),這一點與圓弧型彩鋼瓦有明顯區(qū)別。梯形的設(shè)計能增強板材自身的結(jié)構(gòu)強度材料的寬度大概在914-1450mm厚度通常在 0.3mm-0.8mm 之間。

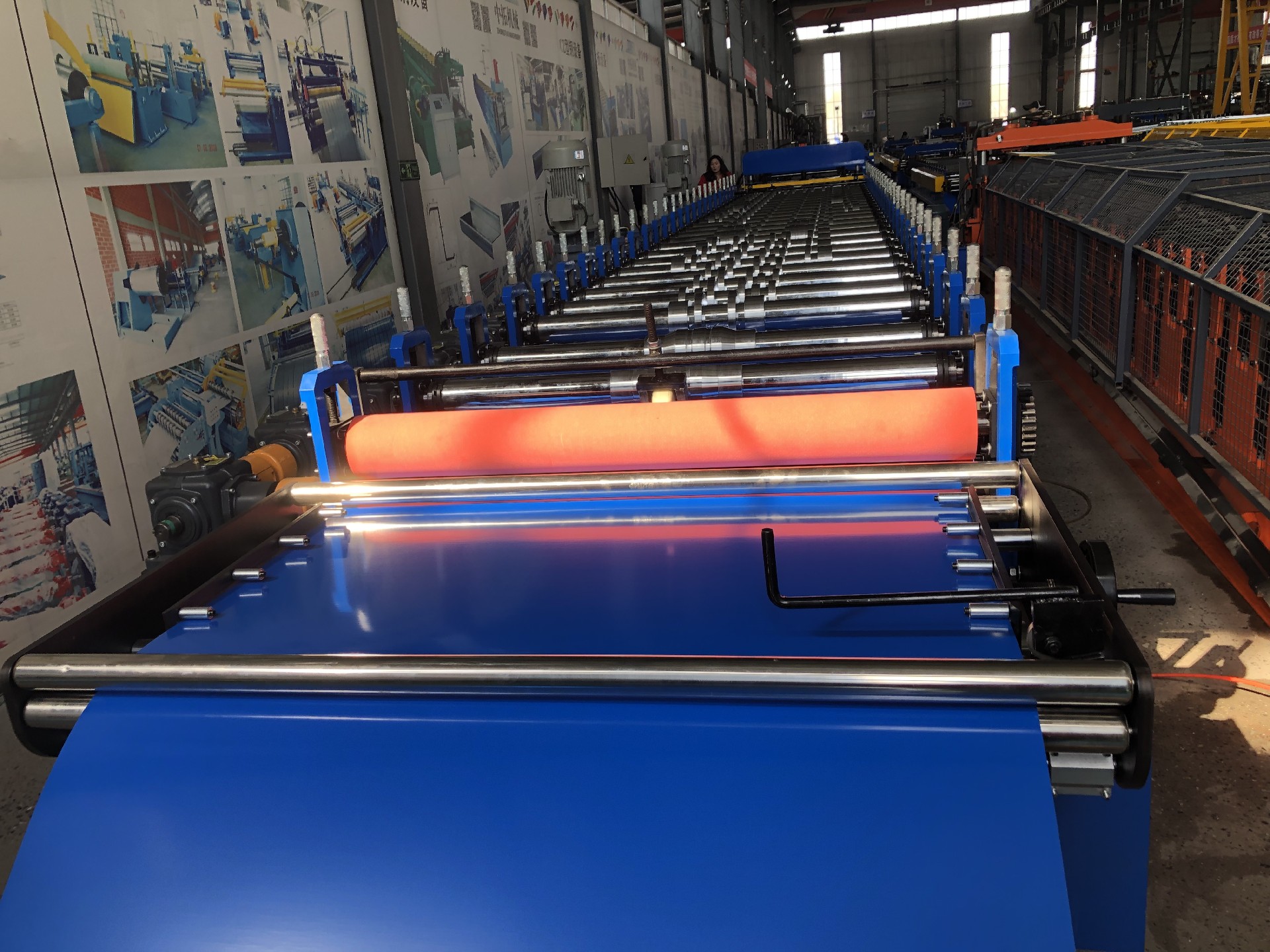
梯形彩鋼瓦生產(chǎn)設(shè)備采用分體式成型工藝,同時在入料端口采用覆膜裝置,這一設(shè)計組合在技術(shù)實現(xiàn)與實際應(yīng)用中具有明確的針對性和優(yōu)化價值。其中,分體式成型工藝是將傳統(tǒng)一體化的輥壓成型過程拆解為多個獨立運作的模塊分步完成,具體來說,設(shè)備每個分步輥壓單元負責(zé)梯形截面成型過程中的特定環(huán)節(jié),比如預(yù)彎、折邊或定形等,通過這樣的分步操作,能夠靈活調(diào)整各模塊的輥壓角度、壓力等參數(shù),從而適配不同波高、波距、板厚規(guī)格的梯形彩鋼瓦生產(chǎn)需求,既減少了因產(chǎn)品規(guī)格切換而產(chǎn)生的整體設(shè)備調(diào)試時間,又能通過分散輥壓應(yīng)力避免板材在成型過程中出現(xiàn)褶皺、開裂等問題,同時單個模塊的獨立設(shè)計也便于后期的維護與更換,降低了設(shè)備整體的故障率,尤其適合小批量、多規(guī)格的定制化生產(chǎn)場景。
而在入料口處設(shè)置的覆膜裝置,當鋼板從放料架進入設(shè)備時,覆膜裝置會同步將保護膜(多為 PE 膜或復(fù)合膜)通過壓合輥緊密貼合在板材表面,由于覆膜操作在成型前完成,能夠有效避免板材在后續(xù)的輥壓、搬運過程中因摩擦、擠壓導(dǎo)致表面涂層出現(xiàn)劃傷或沾染污漬,這對于具有高裝飾性要求的彩色涂層鋼板尤為重要,同時裝置配備的張力控制系統(tǒng)可根據(jù)板材厚度、保護膜材質(zhì)精準調(diào)整貼合壓力,確保覆膜過程平整無氣泡、無偏移,且不會對基材的平整度及后續(xù)成型精度造成影響。這種將分體成型與入料口覆膜相結(jié)合的設(shè)計,從生產(chǎn)端來看,既增強了設(shè)備對多規(guī)格產(chǎn)品的適配能力,又通過覆膜環(huán)節(jié)減少了后續(xù)人工除污、修復(fù)的工序,提升了整體生產(chǎn)效率;從產(chǎn)品端來看,分步成型保證了梯形截面的結(jié)構(gòu)精度,如波峰垂直度、波谷平整度等,而預(yù)覆膜則延長了產(chǎn)品在儲存與運輸過程中的表面完好性,最終實現(xiàn)了生產(chǎn)靈活性與產(chǎn)品質(zhì)量防護性的雙重提升。
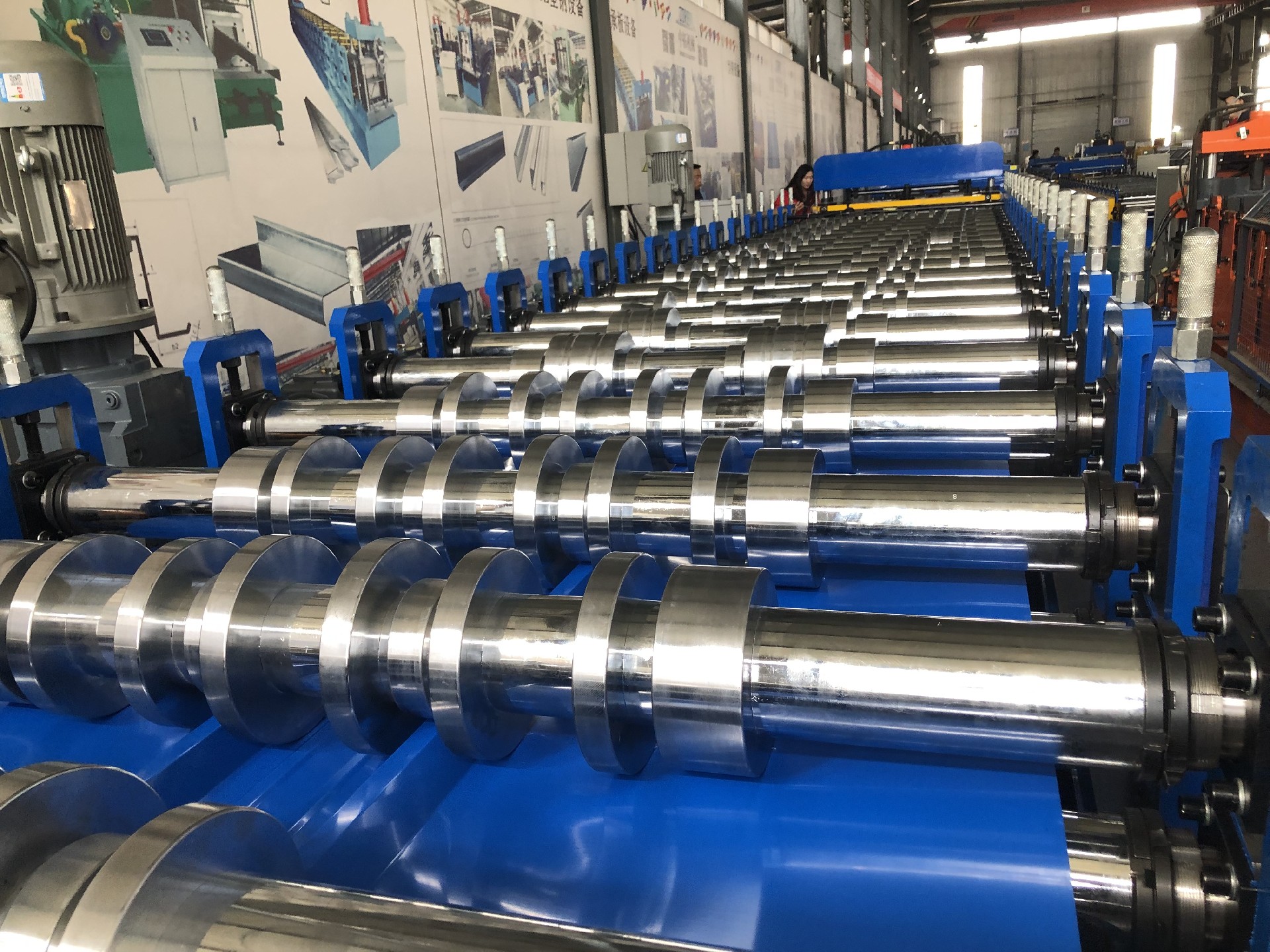
梯形彩鋼瓦設(shè)備采用牌坊結(jié)構(gòu),用螺母把他們連接起來確保機器在運轉(zhuǎn)過程中更加穩(wěn)固。牌坊結(jié)構(gòu)的速度大約在25-40分鐘
梯形彩鋼瓦生產(chǎn)設(shè)備采用牌坊式結(jié)構(gòu),各組件通過高強度螺母進行連接,這種連接方式能顯著提升設(shè)備整體的結(jié)構(gòu)穩(wěn)定性,有效抑制運轉(zhuǎn)過程中因輥壓作用力產(chǎn)生的振動與位移,確保成型工序中板材受力均勻、尺寸精度穩(wěn)定。關(guān)于設(shè)備運行速度,其每分鐘速度大概在 25-40 米 / 分鐘,這一速度參數(shù)與牌坊結(jié)構(gòu)的穩(wěn)固性形成協(xié)同 —— 穩(wěn)定的機身減少了因振動導(dǎo)致的生產(chǎn)中斷,為連續(xù)化、高效率的成型加工提供了基礎(chǔ)保障。

梯形彩鋼瓦生產(chǎn)設(shè)備還配備了伺服跟蹤剪切結(jié)構(gòu),該結(jié)構(gòu)借助伺服系統(tǒng)的精準定位與動態(tài)響應(yīng)能力,可在設(shè)備持續(xù)運行過程中完成對成型后彩鋼瓦的剪切作業(yè)。其核心特點在于,當剪切機構(gòu)執(zhí)行切斷動作時,主成型機無需停機,仍保持穩(wěn)定的運行狀態(tài)。這種設(shè)計通過伺服電機的實時位置跟蹤與速度匹配,確保剪切動作與彩鋼瓦的輸送速度、成型節(jié)奏完全同步,既避免了因停機剪切導(dǎo)致的生產(chǎn)中斷,減少了設(shè)備啟停帶來的能量損耗與機械沖擊,又能顯著提升整體生產(chǎn)效率,同時保證了剪切切口的平整度與尺寸精度,尤其適用于對產(chǎn)能和加工一致性要求較高的規(guī)模化生產(chǎn)場景。













